leave a message
If you are interested in our products and want to know more details,please leave a message here,we will reply you as soon as we can.
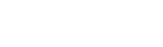
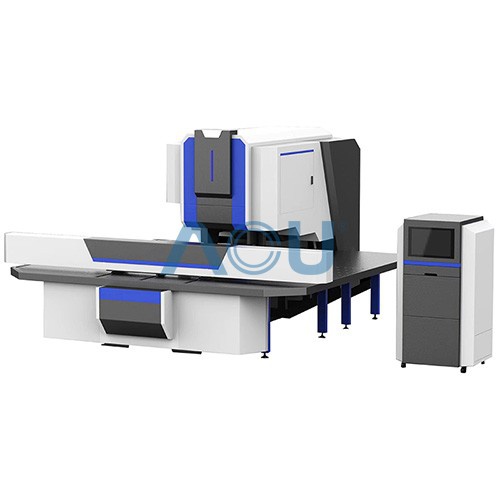
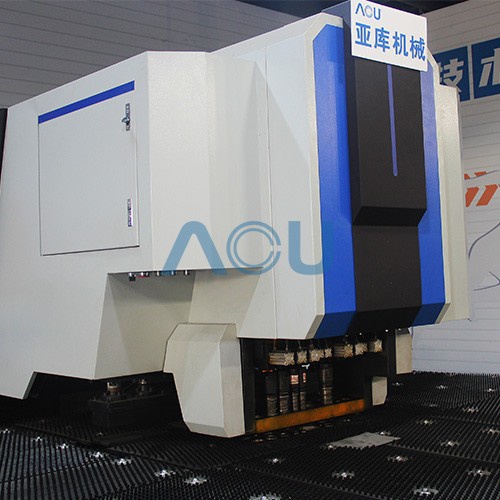
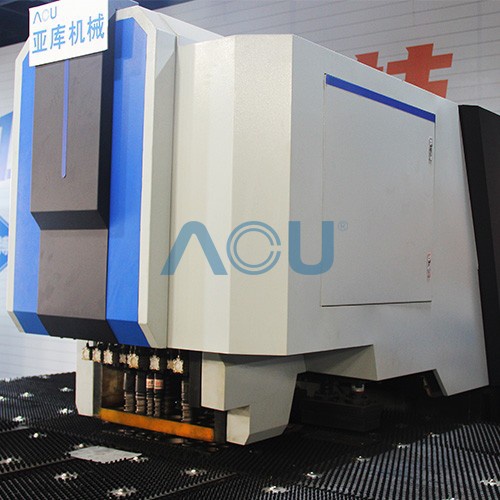
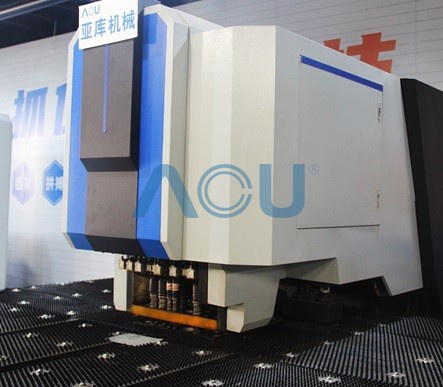
Mechanical CNC turret punch press machine performance is in the domestic absolute leading position, has a high degree of automation, high efficiency, stable performance, safe and reliable, is the ideal equipment of sheet metal industry.
Mechanical CNC Turret Punch Press Machine
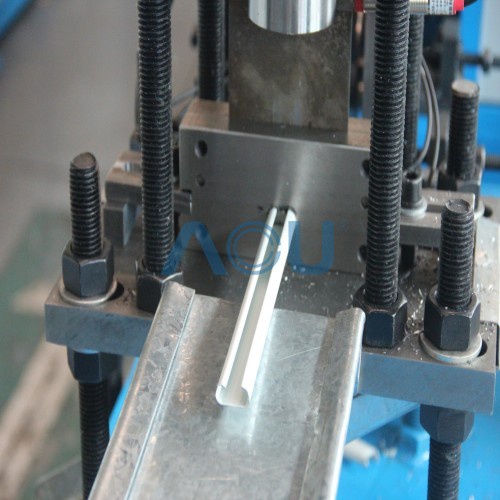
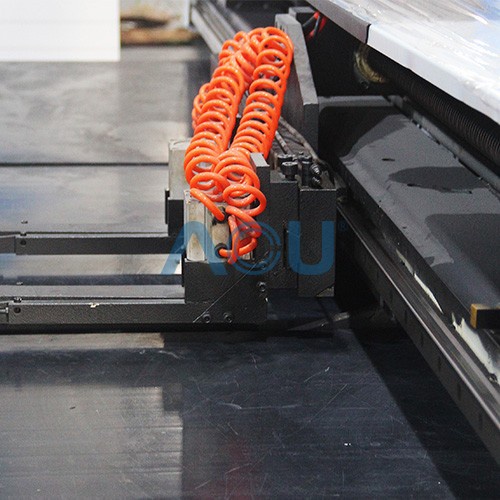
The turret wheel is tempered and tempered with 45# carbon steel. Using special fixture for machining in pairs,to ensure the lower die with axial degree,greatly extend the positioning precision of the mould;
Using thin turret with embedded type wheel structure,to reduce mold roulette of its own gravity at the same time,still keep long guide structure,ensure the orientation stability of the mould.
Companies with large import sea,kang(Sweden),three coordinates measuring instrument roulette after testing qualified assembly (wheel positioning hole index measurement value other tools) cannot be detected.
Product Description
1.The rotation workstation :adopts turbine worm drive method,high driving accuracy.
2. The international pneumatic components ensure the reliability of the whole machine performance.
3. Imported large lead ball screw,linear guide rail,transmission, guidance performance is stable,to ensure the precision of machining parts.
4. The use of universal ball,brush plate mixed work surface,not only reduces the noise and vibration of the machine tool,but also plays a good protective effect on the surface of the processed sheet,which can effectively prevent the surface of the sheet from being scratched; Unique work table dust-proof design structure,that is,it can prevent plate collision accidents caused by excessive clearance,and play a dust-proof role in guide rail and screw; Effectively prevent the ball wear caused by dust and iron filings falling to the surface of guide rail and lead screw, effectively extend the service life of guide rail and lead screw; The table surrounding and part of the table are protected by stainless steel,beautiful and generous,strong and durable.
5. The data line protection drag chain is changed from the traditional way to place the side of the fuselage,reduce the gap of the workbench,and prevent scraping and bumping.The assembly of guide rail and lead screw is all corrected by laser collimator to ensure the straightness and parallelism of each guide rail and lead screw.
6. "O" type (closed)steel plate welded fuselage,after high temperature tempering treatment,completely eliminate the internal stress caused by welding,avoid fuselage deformation; The feeding bracket adopts a one-time clamping processing technology to avoid the instability of feeding speed and damage of guide slide and screw nut ball caused by excessive parallelism and flatness tolerance caused by repeated positioning of secondary clamping.
7. Welding parts,casting parts are tempered to eliminate internal stress; All machined parts are processed in the company (precision parts are all completed by the machining center),and assembled after passing the test,effectively controlling the processing accuracy of each part and eliminating the accumulated tolerances generated in the assembly process of parts.
8. The use of floating pneumatic clamp,clamping force is large, stable feeding;Integral dovetail drag plate,good rigidity,easy to move clamp.
9. The use of imported brand clutch,friction plate life is more than three times higher than domestic,so that the working state is more stable.
10. Automatic mold selection:The system can automatically select the most suitable mold to process.The display simulation of the processing trajectory and path can be carried out.If multiple parts are cut on the large board,the board can be saved to the greatest extent and the utilization rate of materials can be improved.
11. The side of the fuselage is equipped with mold storage tools to avoid mold damage caused by irregular mold placement, effectively protect the mold,ensure the stamping effect of the mold,and extend the service life of the mold.
Main Technical Parameter
|
Name |
Parameter |
Unit |
Remark |
|
Punch force |
300(30) |
KN(T) |
1500Nm |
|
Fram construction |
“o”type closed frame |
|
|
|
Primary positioning
Max.machined plate size |
X axis 2500 |
mm |
X axis secondery positioning machineable 5000mm |
|
Y axis 1250 |
mm |
||
|
Max.machined plate thickness |
4 |
mm |
|
|
Max.diameter of one punch |
φ88.9 |
mm |
customized |
|
Max.punching frequency |
260 |
time/min |
|
|
Repositioning cylinder |
2 |
set |
|
|
Number of control axises |
4(X、Y、T、Z) |
|
6A、6B、2C、2D (Includes 1B1C rotation) |
|
Mold type |
Long guide 85 series international standard mold |
|
|
|
Mold die life |
50 million |
time |
|
|
workbench structure |
Brush/universal ball |
|
|
|
Max.punching speed |
Xaxis 80 |
|
|
|
Y axis 80 |
|
|
|
|
turret speed |
30 |
|
|
|
punch holes accuracy |
±0.1 |
|
|
|
Max.load weight |
150 |
|
|
|
total power |
15.5 |
|
|
|
air source power |
0.55 |
|
|
|
power |
380±5% |
|
|
|
dimension |
L*W*H:5000×5200×2100 |
|
|
Main Configuration
|
Name |
Supplier |
|
linear guide rail |
Taiwan TBI |
|
Ball screw |
Taiwan TBI |
|
screw support bearing |
China |
|
cluth |
Shanghai,China |
|
Coupling |
Jinqiao ,China |
|
Reducer |
Turbine worm reducer |
|
electromagnetic valve |
ARK/Dexili ,China |
|
proximity switch |
Janpan Omron |
|
Cylinder |
ARK China |
|
PLC |
Janpan Omron |
|
Power module |
Taiwan,mingwei |
|
Servo motor |
Panasonic |
|
air circuit breaker |
Schneider |
Mechanical CNC turret punch press machine performance is in the domestic absolute leading position, has a high degree of automation, high efficiency, stable performance, safe and reliable, is the ideal equipment of sheet metal industry.
Details
The CNC round straight flange forming integrated machine is designed for precise and efficient circular flange production. With high automation levels, this machine significantly enhances operational efficiency and cost control, delivering exceptional safety and performance.
Details
This curtain rod production line features an advanced computer control system that automates the entire process from material feeding to cutting. With closed-loop feedback performance, this system ensures easy operation, stable performance, and precise dimension control.
Details
Our suction cup CNC bending center features a durable cage-type structure of high-precision 80mm steel plates for exceptional stability and torsional resistance. Precision machining and specialized tooling ensure consistent accuracy, backed by rigorous testing. Ergonomically designed, it combines functionality with an appealing look.
Details
The press arm CNC bending center is engineered for precision and efficiency in metalworking. Featuring a robust cage-type welding bed and cutting-edge processing technology, this machine ensures high performance and reliability for various bending applications.
Details
This is a state-of-the-art, high-efficiency automatic production line tailored for manufacturing high-quality fire dampers. Leveraging advanced technologies and production techniques, this innovative machine eliminates traditional welding and rust-prevention processes, providing a seamless, environmentally-friendly solution that enhances production efficiency, stability, and product consistency.
Details
This rain gutter making machine is engineered to take your gutter manufacturing process to the next level. From start to finish, this machine automates material handling, punching, forming, and cutting—all with top-notch precision. Designed for high efficiency and minimal waste, it delivers consistent results across all production runs, ensuring gutters of uniform quality every time.
Details
The 3-in-1 laser welding, cleaning, and cutting machine is a versatile, portable solution that combines three functions into one system. It features a hand-held laser cutting gun for metal cutting, a welding gun for metal joining, and a cleaning gun to efficiently remove rust, paint, and coatings. Its multifunctionality makes it suitable for a wide range of applications.
Details Signup our newsletter to get update information, news, insight or promotions.
Signup our newsletter to get update information, news, insight or promotions.




 IPv6 network supported
IPv6 network supported
Our hours
Mon 11/21 - Wed 11/23: 9 AM - 8 PM
Thu 11/24: closed - Happy Thanksgiving!
Fri 11/25: 8 AM - 10 PM
Sat 11/26 - Sun 11/27: 10 AM - 9 PM
(all hours are Eastern Time)